Ротационные вырубные валы










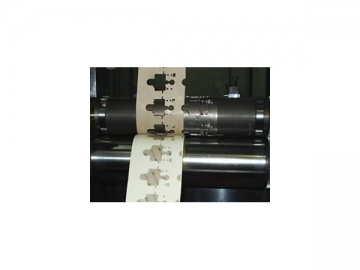



По сравнению с плоскими штампами, ротационные валы (ротационные цилиндры или ротационные штампы) имеют более высокую скорость резки и могут выполнять резку более сложных продуктов. Ранее они широко использовались в печатной промышленности для выполнения послепечатной обработки, теперь они постепенно получают популярность в электронной, фармацевтической, косметической и других отраслях промышленности. С учетом увеличения количества и сложности штампованных частей для мобильных телефонов, компьютеров, фотоаппаратов и других мультимедийных устройств производительности плоских штампов уже недостаточно для удовлетворения рыночного спроса.
Таким образом, в этом случае на смену плоским штампам пришли ротационные вырубные валы, которые были разработаны на основе передовых технологий обработки изделий. Наши ротационные валы, характеризующиеся высокой эффективностью, имеют несравненные преимущества среди представленных на рынке продуктов.
Элементы конструкции ротационных валов
1. Зубчатая передача
Зависимость числа зубьев от диаметра:
Число зубьев варьируется от значения диаметра. Теоретический диаметр = число зубьев × модуль. Например, если число зубьев составляет 60, а модуль составляет 1,01063, то теоретический диаметр равняется 60.636мм.
2. Компенсация деформации на чертеже
Поскольку в процессе высечки материал деформируется под воздействием растягивающих сил, поэтому мы должны добавить некоторое количество деформации в круговом направлении и удалить такое же количество деформации в осевом направлении.
| № | Диаметр /мм | Коэффициент растяжения |
| 1 | 42-44 | 1.02 |
| 2 | 45-49 | 1.019 |
| 3 | 50-65 | 1.015 |
| 4 | 66-76 | 1.012 |
| 5 | 77-80 | 1.01 |
| 6 | 81-85 | 1.007 |
| 7 | 84-94 | 1.005 |
| 8 | 95 и более | 1 |
Приведенные выше данные являются опытными величинами. Параметры могут изменяться в зависимости от реальных ситуаций.
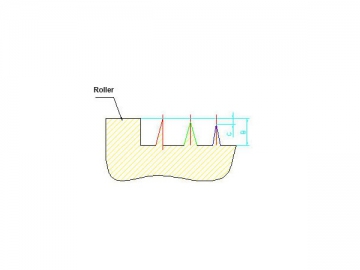
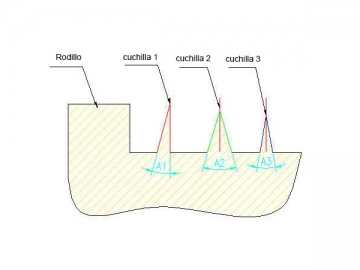
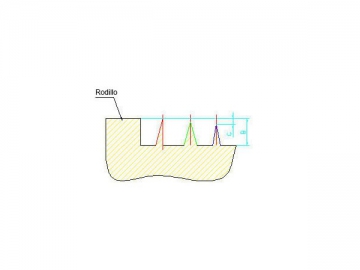
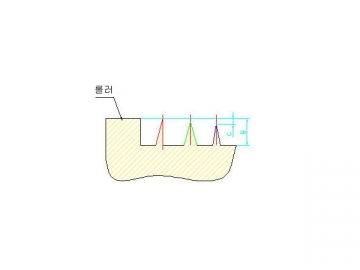
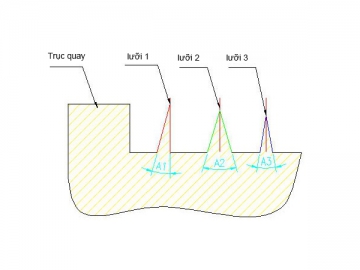
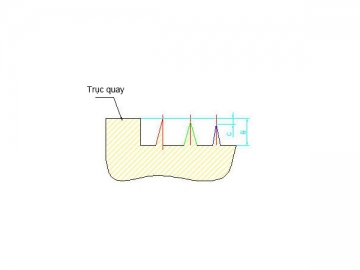
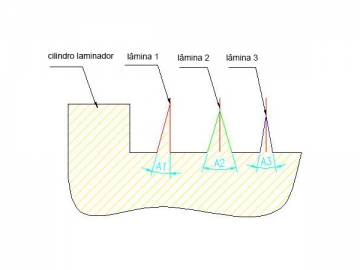
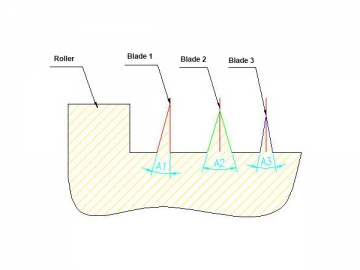
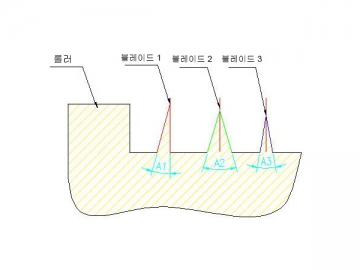
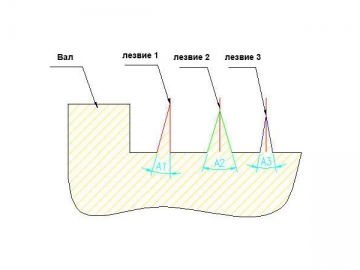
3. Угол поворота лезвия
Лезвие с одной прямой стороной (лезвие 1): лезвие с одной прямой стороной для резки материалов с более высокими требованиями к резке; могут оставаться зазубрины по причине малого угла;
V-образное лезвие (лезвие 2): обычно используемое лезвие; углы кромки лезвия одинаковые с обеих сторон;
Асимметричное V-образное лезвие (лезвие 3): лезвие, которое имеет скошенные края в двух разных точках; используется для резки материалов, к которым предъявляются более высокие требования; обеспечивает резку без заусенцев.
Пожалуйста, выберите наиболее подходящий тип лезвия для ротационного вала в соответствии с толщиной и твердостью разрезаемого материала.
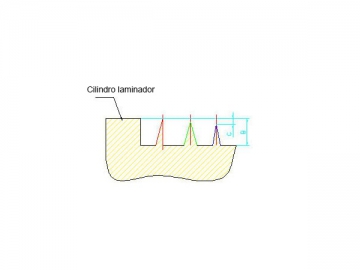
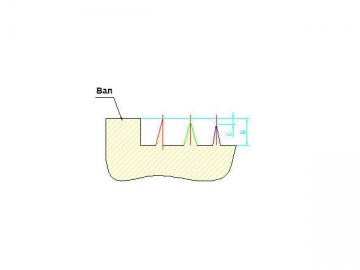
4. Высота лезвия Высота лезвия: высота лезвия может быть выбрана в соответствии с толщиной разрезаемого материала, как правило, она составляет 1,2 мм; Высота падения: по мере необходимости для одного и того же ротационного вала могут быть заданы разные высоты падения.
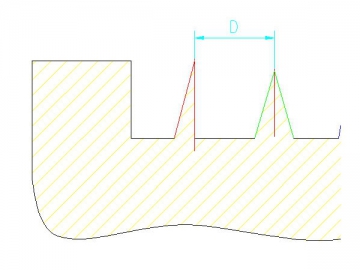
5. Зазор между лезвием Зазор между лезвием зависит от конструкции продукта. В настоящее время минимальный зазор может составлять 0,3мм. Чем меньше зазор, тем меньше составляет глубина обработки. При резке слишком жестких или слишком толстых изделий лучше не использовать валы с небольшим зазором, так как это может привести к повреждению режущего лезвия.
Этапы производства ротационного вырубного вала 1. Подготовка сырьевых материалов
Выбор сырьевого материала осуществляется в соответствии с требованиями заказчика.
2. План производства
Производство ротационного вырубного вала выполняется на основе чертежей заказчика. Сначала мы подтверждаем чертеж, а затем тщательно составляем весь производственный план.
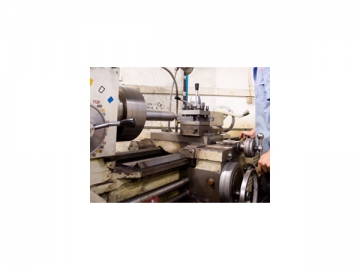
3. Грубая обработка на токарном станке
На данном этапе осуществляется грубая обработка сырьевого материала. Для избежания попадания в глаза отлетающего скрапа рекомендуется использовать защитные очки.
4. Грубая шлифовальная обработка
Перед обработкой на обрабатывающем центре с ЧПУ выполняется грубая шлифовальная обработка ротационного вала. Для избежания травмирования рабочих отлетающим от валов скрапом запрещается стоять прямо перед шлифовальным кругом.
5. Грубая обработка на обрабатывающем центре с ЧПУ
При помощи обрабатывающего центра с ЧПУ выполняется грубая обработка лезвия ротационного вала. Во время проведения работ запрещается просовывать руки во внутрь оборудования. Защитные двери должны быть закрыты в течение всего цикла обработки. Работники с длинными волосами должны носить защитный головной убор.
6. Термообработка
Выполняется процесс термообработки поверхности ротационных валов, после чего их твердость достигает 58-62HRC.
7. Шлифовальная обработка
Для обеспечения гладкости всей поверхности ротационные валы проходят шлифовальную обработку. Размер валов строго отвечает чертежу. Максимальная погрешность составляет ± 0.002мм. Для избежания травмирования рабочих отлетающим от валов скрапом запрещается стоять прямо перед шлифовальным кругом.
8. Обработка на станке с ЧПУ
На данном этапе выполняется обработка режущей кромки ротационного вала на станке с ЧПУ. Во время проведения работ запрещается просовывать руки во внутрь оборудования. Защитные двери должны быть закрыты в течение всего цикла обработки. Работники с длинными волосами должны носить защитный головной убор.
9. Ручная обработка
Режущая кромка увеличивается в 40 раз под микроскопом для обработки и удаления дефектов. Чтобы не порезаться режущими кромками, работники должны обращаться с продуктами очень аккуратно.
10. Экспериментальная высечка
Осуществляется проверка высоты падения, плавности, остроты, а также эффективности удаления отходов ротационных валов. Чтобы не порезаться режущими кромками, работники не должны находится рядом с вращающимся режущим инструментом и валом.
11. Контроль качества
Строгий контроль качества гарантирует, что размер ротационных валов, точность и глубина высечки отвечают всем техническим требованиям. Чтобы не порезаться режущими кромками, работники, проводящие контроль качества, должны обращаться с продуктами очень аккуратно.
12. Упаковка
Готовые ротационные валы проходят очистку, а затем упаковываются в коробку вместе с отчетом о тестировании. Чтобы не порезаться режущими кромками, работники должны обращаться с продуктами очень аккуратно.
HADESHENG является профессиональным производителем высекальных машин и инструментов для высечки в Китае. Мы предлагаем Вам широкий ассортимент продукции для удовлетворения всех Ваших требований.






")
циклогексан (CH)")



")





")




