Трехвалковые листогибочные станки (С горизонтальным перемещением)














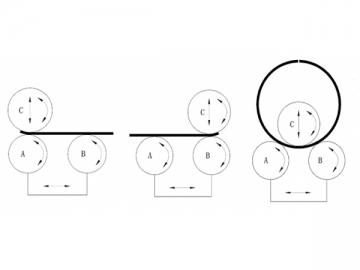







Компания Juli рада представить широкий модельный ряд трехвалковых листогибочных станков для получения конусных, овальных и цилиндрических форм из листового металла. В этом разделе мы предлагаем ознакомиться с описанием трехвалковых вальцовочных станков серии W11XNC, которая отличается тем, что верхний валок двигается в вертикально плоскости, в то время как два нижних валка перемещаются в горизонтальной плоскости. Движение нижних валков вправо-влево в горизонтальной плоскости позволяет сгибать лист по обеим сторонам без необходимости прокручивать его обратно.
Выбор моделей
| Модель | W11XNC-25×1000 |
| Макс. толщина гибки | 25мм |
| Макс. ширина гибки | 1000мм |
| Толщина подгибки | 20мм |
| Предел текучести | 245МПа |
| Мин. диаметр обечайки (внутренний) | Φ700мм |
| Диаметр верхнего валка | Φ340мм |
| Диаметр нижних валков | Φ280мм |
| Расстояние между нижними валами (мм) | 380мм (регулируется) |
| Горизонтальный ход нижних валков | ±210мм |
| Точность синхронизации верхнего и нижних валков | ±0.15мм |
| Скорость | 4.5м/мин |
| Источник питания | 380В, 50Гц |
| Мощность двигателя гидравлической системы | 15кВт |
| Давление гидравлической системы | 20МПа |
| Длина прямого участка при подгибке краев | ≤2 толщины пластины |
| Размеры | 4050мм ×2250мм ×1850мм |
| Вес | 11.5тонн |
| Модель | W11XNC-32×2500 |
| Макс. толщина гибки | 32мм |
| Макс. ширина гибки | 2500мм |
| Толщина подгибки | 26мм |
| Предел текучести | 245МПа |
| Мин. диаметр обечайки | Φ1000мм, 1.2 раза больше диаметра верхнего валка |
| Диаметр верхнего валка | Φ480мм |
| Диаметр нижних валков | Φ380мм |
| Расстояние между нижними валами (мм) | 480мм |
| Горизонтальный ход нижних валков | ±210мм |
| Точность синхронизации верхнего и нижних валков | ±0.15мм |
| Способ управления | ПЛК, импортированный из Японии |
| Способ отображения информации | ЖК дисплей |
| Скорость | 4м/мин |
| Источник питания | 380В 50Гц |
| Мощность двигателя гидравлической системы | 22кВт |
| Давление гидравлической системы | 16МПа |
| Модель | W11XNC-100×3000 |
| Макс. толщина гибки | 100мм |
| Макс. ширина гибки | 3000мм |
| Толщина подгибки | 90мм |
| Предел текучести | 245МПа |
| Мин. диаметр обечайки | Φ2200мм |
| Диаметр верхнего валка | Φ850мм |
| Диаметр нижних валков | Φ680мм |
| Расстояние между нижними валами (мм) | 800мм |
| Скорость | 3.2м/мин |
| Источник питания | 380В 50Гц |
| Мощность основного двигателя | 90кВт |
| Модель | W11XNC-100×3200 |
| Макс. толщина гибки | 100мм |
| Макс. ширина гибки | 3200мм |
| Толщина подгибки | 90мм(Q235), 65мм(Q345) |
| Длина прямого участка при подгибке краев | ≤2 толщины пластины |
| Длина прямого участка при подгибке краев | Ф2200мм |
| Мин. диаметр обечайки | Ф1100мм |
| Рабочая длина | 3250мм |
| Диаметр верхнего валка | Ф850мм |
| Диаметр нижних валков | Ф680мм |
| Расстояние между нижними валами (мм) | 1050мм, 1410мм |
| Скорость | 3м/мин |
| Скорость подъема верхнего валка | 95/115 мм/мин |
| Скорость движения нижних валков | 220/320 мм/мин |
| Макс. зазор между верхним и нижним валком | 200мм |
| Макс. ход верхнего валка | 340мм |
| Горизонтальный ход нижних валков | ±180мм |
| Мощность основного двигателя | 90 кВт |
| Мощность двигателя гидравлической системы | 22 кВт |
| Общая мощность | 90 22=112кВт |
| Давление гидравлической системы | 20МПа |
| Макс. усилие верхнего валка | 12500кН |
| Размеры (Д×Ш×В) | 8700×3900×4100мм |
| Модель | W11XNC-120×3200 |
| Макс. толщина гибки | 120мм |
| Макс. ширина гибки | 3200мм |
| Толщина подгибки | 110мм |
| Предел текучести | 245МПа |
| Мин. диаметр обечайки | Φ2500мм |
| Диаметр верхнего валка | Φ960мм |
| Диаметр нижних валков | Φ760мм |
| Расстояние между нижними валами (мм) | 1050мм |
| Скорость | 3м/мин |
| Источник питания | 380В 50Гц |
| Мощность основного двигателя | 132кВт |
Характеристики
1. Три ведущих валка обеспечивают отсутствие проскальзывания, обладают широким гибочным диапазоном и значительно превосходят по мощности станки симметричного типа.
2. Валки изготовлены из стального сплава 42CrMo с применением технологий, повышающих твердость поверхности (HB250~280), усиливающих устойчивость к истиранию и продлевающих срок службы.
3. Двухрядные самоцентрирующиеся подшипники для верхнего валка отличаются высокой несущей способностью. Это способствует снижению потерь мощности, вызванных силой трения, и упрощает угловую регулировку верхнего валка.
4.Тормозные устройства обеспечивают точное позиционирование вращающихся валков, а также гарантируют стабильность и безопасность работы.
5. Вертикальное движение верхнего валка и горизонтальное движение двух нижних валков контролируется при помощи компьютера, что обеспечивает точное позиционирование и простоту в управлении. Точность синхронизации составляет до ±0.15мм.
6. Верхний валок совершает качающиеся движения, одновременно перемещаясь в вертикальной плоскости.
7. Центрирующее устройство на подаче листа обеспечивает точную состыковку краев цилиндра.
8. В качестве привода верхнего валка используются два гидравлических цилиндра, которые установлены в нижней части листогибочного станка. Это обеспечивает смещение к низу центра тяжести, а также высокую стабильность машины. Говоря более определенно, исключаются вибрации корпуса станка, возникающие при высоком расположении центра тяжести. Стабильность обеспечивается равномерным распределением сил на несущие конструкции, что позволяет гнуть листовой металл большой толщины.
9. Мобильная панель управления с сенсорным экраном обеспечивает удобство управления, и точное отображение позиции валков.
10. Датчик перемещения высокой точности применяется для отслеживания в режиме реального времени позиций всех трех валков.
11. Управление машины осуществляется при помощи контроллера ПЛК OMRON, который снабжен защитой от помех, отличается длительным сроком службы, высокой устойчивостью к ударному воздействию и стабильностью.
12. Гидравлическая система оснащена современным блоком клапанов, надежно изолированной быстросменной муфтой для труб, масляным фильтром и предохранительным механизмом.
13. Гидравлическая откидная сторона обеспечивает быструю выгрузку готовых деталей.
14. Верхний валок оснащен балансировочным устройством, который обеспечивает его баланс при выгрузке деталей.
15.Несущая рама и основание трехвалковых листогибочных станков этой серии имеют интегрированную сварную конструкцию, что обеспечивает высокую стабильность, удобство в установке и эксплуатации. Металлические компоненты основания станка прошли процедуру отжига для устранения внутренних напряжений, благодаря чему повышается точность работы машины. Модульность конструкции не только облегчает обслуживание, но также придает привлекательный внешний вид оборудованию.
Применение
Производство автомобильных цистерн, дымоходов, судов, самолетов, резервуаров высокого давления, промышленного оборудования, труб и оборудования для химической промышленности, гидроэлектростанций, теплоэлектростанций, металлоконструкций для строительства тоннелей, мостов и т.д.
| Модель | Толщина гибки ( мм ) | Ширина гибки ( мм ) | Толщина подгибки ( мм ) | Мин. диаметр обечайки при полной нагрузке ( мм ) | Диаметр верхнего валка ( мм ) | Диаметр нижних валков ( мм ) | Межосевое расстояние между нижними валами ( мм ) | Скорость гиба (м/мин) | Мощность основного двигателя (кВт) | Предел текучести ( МПа ) |
| 12 | 2500 | 8 | 450 | 320 | 220 | 320 | 5 | 11 | 245 | |
| 16 | 2500 | 12 | 450 | 380 | 240 | 320 | 5 | 18.5 | 245 | |
| 20 | 2000 | 16 | 600 | 380 | 240 | 380 | 5 | 18.5 | 245 | |
| 20 | 2500 | 16 | 1000 | 380 | 280 | 380 | 4.5 | 30 | 245 | |
| 25 | 2000 | 20 | 1000 | 380 | 240 | 380 | 4.5 | 30 | 245 | |
| 25 | 4000 | 20 | 1500 | 670 | 450 | 550 | 4 | 45 | 245 | |
| 32 | 2500 | 25 | 1200 | 480 | 380 | 480 | 4 | 30 | 245 | |
| 32 | 3200 | 25 | 1500 | 560 | 380 | 480 | 4 | 45 | 245 | |
| 50 | 3200 | 40 | 2000 | 700 | 500 | 700 | 3.5 | 55 | 245 | |
| 60 | 2500 | 50 | 1500 | 680 | 500 | 700 | 3.5 | 55 | 245 | |
| 70 | 3200 | 60 | 2000 | 800 | 560 | 660 | 3.5 | 75 | 245 | |
| 80 | 4000 | 70 | 2500 | 900 | 650 | 750 | 3 | 75 | 245 | |
| 100 | 3000 | 90 | 2200 | 850 | 680 | 1050 | 3.2 | 90 | 245 | |
| 140 | 4000 | 120 | 5000 | 1150 | 980 | 1150 | 3 | 120 | 245 | |
| Предел текучести :245( МПа ) | ||||||||||
| Мы постоянно совершенствуем наше оборудование. Данные в таблице приведены для ознакомления. Мы можем внести изменения в таблицы без уведомления клиентов. | ||||||||||
</small>")
</small>")







")





 FDC1/FDC3")
циклогексан (CH)")




")






