Линия для производства рулонных ворот (гаражных ворот)


















Линия для производства сэндвич-панелей из полиуретана для гаражных ворот
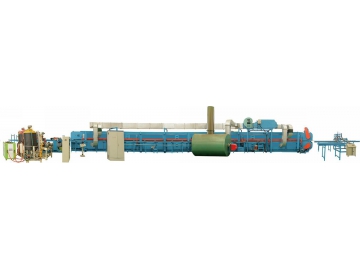
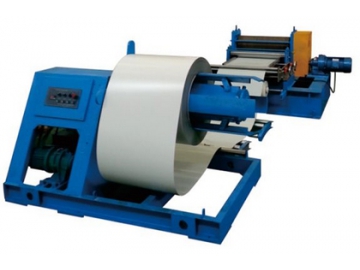
Наша линия для производства рулонных ворот для гаражей представляет собой линию непрерывного производства сэндвич-панелей из полиуретана. Линия широко применяется для изготовления двойных секционных дверных панелей с полиуретановой изоляцией. Производственная линия оснащена разматывателем, выравнивателем, верхним и нижним профилегибочными станками, устройством для впрыска полиуретана, гидравлическим прессом, летучей пилой и другими устройствами.
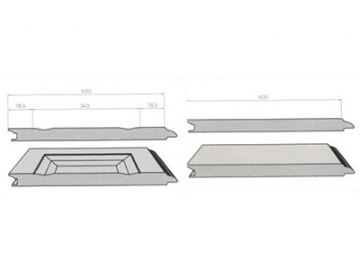
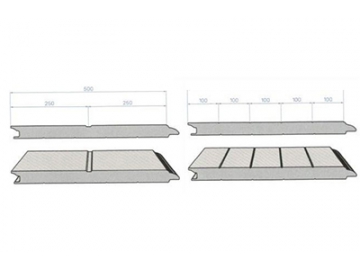
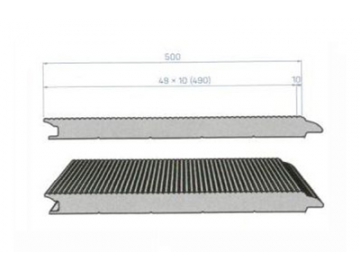
Примеры готовой продукции
В процессе производства сэндвич-панелей полиуретановая пена под высоким давлением непрерывно распыляется на верхний и нижний профили листового металла, которые формуются профилегибочными машинами соответственно. С помощью летучей пилы сэндвич-панель с полиуретановой изоляцией отрезается до нужной длины.
- Система быстрой замены профилегибочного станка позволяет легко и быстро менять формовочные ролики для производства широкого ассортимента профилей.
- В системе управления ПЛК используется импортный контроллер движения, что гарантирует высокую степень точности. Система привода оснащена серводвигателями Siemens.
- Профилегибочная машина укомплектована системой зубчатой передачи, что обеспечивает ее высокую точность и длительный срок эксплуатации.
- В системе резки используется гидравлический метод резки.
- Грузоподъемность: 5 тонн
- Внешний диаметр рулона: 1100 мм
- Внутренний диаметр катушки: 480-510 мм
- Ширина плиты: 1250 мм
- Мощность привода: 5,5 кВт
- Автоматическая гидравлическая система для затягивания катушки
- Гидравлическая мощность (автоматическое натяжение катушки): 5,5 кВт
- Максимальная ширина рисунка методом тиснения (обычно применяется рисунок под дерево): 850 мм
- Размер основания (ДхШхВ): 1770х3087х1500 мм
- Мощность двигателя: 5,5 кВт, 50 Гц/60Гц, 220В/380В
- Регулятор скорости Panasonic (расположен в отдельно стоящем шкафу): 8-15 м/мин
- Размер ролика для тиснения: Ø340×1000
- Резиновые приводные ролики, расположенные на станции подачи
- Выкройка полностью соответствует толщине образца
- Ролики общего стола установлены на главной раме (ширина 500 мм)
- Применение высококачественных роликов для точного выравнивания листового металла
- Устройство подачи приводится в движение серводвигателем. Для подачи используются резиновые ролики
- Применяется зубчатая передача
- Мощность двигателя: 1,5 кВт
- Номинальное давление: 2000кН/3150кН
- Ход главного цилиндра: 400 мм
- Давление в цилиндре: 1000 кН/630 кН
- Ход цилиндра: 100 мм
- Максимум. открытие (дневной свет): 500 мм
- Рабочая зона: 1200мм×1300мм / 950мм×950мм
- Мощность двигателя: 15кВт/22кВт
- Гидравлический двигатель: 15кВт/22кВт, 220В/380В, 50Гц/60Гц, 3 фазы, Siemens
- Гидравлический насос: Yuken, Тайвань
- Гидравлический клапан: Rexroth Германия
- Гидравлический цилиндр: Китай
- Главный двигатель: 7,5 кВт×2 (два двигателя), 220/380 В, 50/60 Гц, 3 фазы (Siemens)
- Система зубчатой передачи
- Автоматическая регулировка ширины с сервоприводом
- Ширина конечного продукта: 300-620 мм
- Толщина конечного продукта: 40-55 мм
- Используемый материал: стальной лист с цветным покрытием толщиной от 0,45 до 0,65 мм
- Формовочные станции: 18 станций, литая стальная конструкция
- Формовочные валки: сталь CR15, твердость HRC60, хромированное покрытие (0,03-0,05 мм), прочность 800 МПа
- Вал: диаметр 60 мм, сталь №45, горячая закалка, прочность главного вала 650 МПа
- Марка подшипника: FAG, Германия
- Формовочные станции: 25 станций, литая стальная конструкция
- Формовочные валки: сталь CR15, твердость HRC60, хромированное покрытие (0,03-0,05 мм), прочность 800 МПа
- Вал: диаметр 60 мм, сталь №45, горячая закалка, прочность главного вала 650 МПа
- Марка подшипника: FAG, Германия
- Главный двигатель: 7,5 кВт×2 (два двигателя), 220/380 В, 50/60 Гц, 3 фазы (Siemens)
- Система зубчатой передачи
- Автоматическая регулировка ширины с сервоприводом
- Ширина конечного продукта: 300-620 мм
- Толщина конечного продукта: 38-76 мм
- Используемый материал: стальной лист с цветным покрытием толщиной от 0,45 до 0,65 мм
- Тип конвейера: роликовый конвейер
- Диаметр ролика: Ø60
- Длина ролика: 1200 мм
- Рама конвейера: швеллерная сталь и листовая сталь
Система нагрева и предварительного нагрева используется для поддержания точной и равномерной температуры верхнего и нижнего облицовочных слоев, благодаря чему достигается однородная реакция пены, а также отличное сцепление между пеной и облицовочным слоем.
- Сварная стальная несущая рама оснащена защитной решеткой с замком и теплоизоляцией
- Регулируемые роликовые опоры поддерживают верхний и нижний формованные листы
- Верхняя и нижняя опоры удерживают инфракрасные модули
- Инфракрасные модули снабжены кожухами из стального листа нагревателя, содержащими трубки инфракрасного нагревателя и вентиляторы
- Двухтрубный инфракрасный обогреватель из кварцевого стекла с позолотой
- Контроль температуры посредством ПЛК
- Сенсорный экран: Delta
- ПЛК: Siemens
- Инвертор: Siemens
- Низковольтные электрические комплектующие: Schneider, Германия
- Энкодер: Omron
- Датчик: Balluff B F
① Размотчик → Машина для тиснения → Машина для формования верхнего рулона → Система предварительного нагрева → Машина для вспенивания полиуретана под высоким давлением → Система с двумя ремнями (непрерывный пресс) и машина подачи боковых блоков и система нагрева (для двойного ремня) → Сканирующая машина → Система резки летучей пилой →Стол для автоматического биения
② Размотчик → Машина для тиснения → Автоматическая система подачи с сервоприводом → Гидравлический пресс (200 тонн) → Гидравлический пресс (300 тонн) → Система предварительного нагрева → Машина для вспенивания полиуретана высокого давления → Система с двойным ремнем (непрерывный пресс) и машина подачи бокового блока и система нагрева (для двойного ремня) → Сканирующая машина→Система резки летучей пилой→Автоматический стол для выпуска
Машина для вспенивания полиуретана имеет насос для полиуретана и изоцианата, регулируемый по длине и скорости линии.
- Давление пены: 220 бар (макс.)/ 60 бар (мин.)
- Макс. вязкость: 3.000мПас
- Давление вспенивания: макс. 0,4 бар
- Время подъема верхнего ремня: прибл. 2 мин
- Мощность, необходимая для привода переменного тока: прибл. 2×12кВт
- Мощность, необходимая для гидравлического блока: прибл. 7,5 кВт
- Масляный резервуар: прибл. 160 л
- Механическая скорость: 2 м/мин-12 м/мин
- Длина двойной ленточной системы: 18 м
- Рабочая высота нижнего ремня: 1300 мм
- Ширина планки: 900 мм (верхняя)/900 мм (нижняя)
- Количество планок на ремень: 260
- Количество гидроцилиндров: 6 пар
- Ход подъема верхнего ремня: макс. 380мм
- Температура ламелей: макс. 60°С
- Точность температуры: ± 3°C
- Температура окружающей среды при производстве: от 15°C до 35°C
- Коэффициент теплопередачи корпуса: 1 Вт/м²K
- Время нагрева от 20°C до 40°C: прибл. два часа
- Объем циркулирующего воздуха: прибл. 2×8000м3/ч
- Требуемая мощность нагрева: 2×80 кВт
- Требуемый насос контура горячей воды: 2×6,5 м³/ч
- Требуемая температура горячей воды на входе: 110°C
- Требуемая температура обратной горячей воды: 90°C
Двойная диагональная поперечная пила предназначена для резки панели двумя пильными дисками.
- Рабочая высота: 1300 мм
- Длина: 3000 мм
- Ширина: 2500 мм
- Ширина панели: макс. 650 мм
- Диаметр пильного диска: 500 мм
- Скорость привода: 700-1500 об/мин
- Точность резки: ±2 мм
Компания Huazhong стремится к инновациям в области профилегибочных машин и помогает заказчикам значительно снизить свои затраты и оставаться впереди на конкурентном рынке.













")




 Станок для изготовления профиля для рулонных ворот Оборудование для производства секционных ворот
rollformingsolutions.ru
Станок для изготовления профиля для рулонных ворот Оборудование для производства секционных ворот
rollformingsolutions.ru

 Установка 300 рулонных ворот для чистых помещений на производственном предприятии ChangYuan Group
solution-cleanroom.ru
Установка 300 рулонных ворот для чистых помещений на производственном предприятии ChangYuan Group
solution-cleanroom.ru







