Алюминиевая сварочная проволока ER 5556 (AlMg5Mn1Ti(A))




Запрос цены
Сварочные материалы
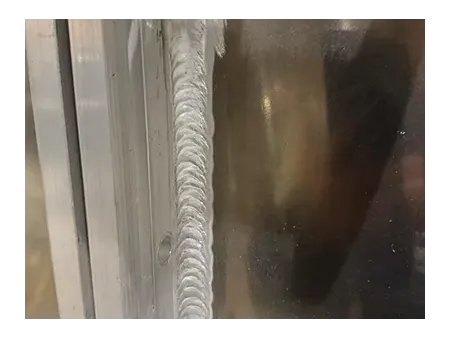
Алюминиево-магниевый присадочный металл для MIG/TIG сварки алюминиево-магниевых сплавов
- Химическое обозначение: AlMg5Mn1Ti(A)
- Стандарт: AWS A5.10, GB/T10858-2023
- Предел прочности при растяжении: ≥290 МПа
Запросить цену
Химический состав (%)
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al | Be | Другие | |
| Каждый | Общий | ||||||||||
| ≤0.25 | ≤0.40 | ≤0.10 | 0.50-1.0 | 4.7-5.5 | 0.05-0.20 | ≤0.25 | 0.05-0.20 | Ост. | ≤0.0003 | ≤0.05 | ≤0.15 |
Доступные размеры
- Сварочная проволока: 1.0/1.2/1.6/2.0/2.4/3.0/3.2/4.0/5.0/6.0 мм
- Катушка: 300 (9 кг), 270 (7 кг)
Особенности
- Обладает высокой прочностью и надежными механическими характеристиками.
- Отличная износостойкость и защита от коррозии, что делает данную алюминиевую проволоку пригодной для использования в сложных условиях эксплуатации.
- Хорошая способность к снятию напряжений, что помогает поддерживать стабильность конструкций под давлением и в сложных условиях нагрузки.
Применение
- Широко используется в аэрокосмической промышленности для сварки топливных баков, трубопроводов и конструктивных элементов.
- В автомобилестроении подходит для сварки рам кузовов, шасси и других важных деталей.
- В судостроении и вагоностроении используется для производства корпусов, вагонов и связанных с ними конструкций.
Варианты упаковки
- Диаметр проволоки для MIG-сварки (на катушке): 0.8 мм, 1.0 мм, 1.2 мм, 1.6 мм, 2.0 мм
- Упаковка: 300 мм (9 кг/катушка), 270 мм (7 кг/катушка)
- Диаметр проволоки для MIG-сварки (на катушке): 1.2 мм, 1.6 мм
- Упаковка: барабан диаметром 660 мм (100 кг/барабан)
- Диаметр проволоки для TIG-сварки (прутки): 2.0 мм, 2.4 мм, 3.0 мм, 3.2 мм, 4.0 мм, 5.0 мм, 6.0 мм
- Упаковка: длина 1000 мм (10 кг/коробка)
- Диаметр проволоки для TIG-сварки (бухта без катушки): 2.0 мм, 3.0 мм, 4.0 мм, 5.0 мм
- Внутренний диаметр бухты: 450 мм, 300 мм
- Упаковка: 10-17 кг/бухта
Рекомендуемый метод сварки
При подготовке к MIG или TIG-сварке важно использовать переменный ток (AC) и чистый аргон в качестве защитной газовой среды для поддержания стабильности дуги и защиты сварочной ванны. Всегда предварительно очищайте обрабатываемый участок от масла, влаги или поверхностного окисления, это помогает уменьшить пористость и обеспечивает стабильное качество сварки в сложных условиях.