Безрельсовый неуправляемый робот для сварки во всех пространственных положениях
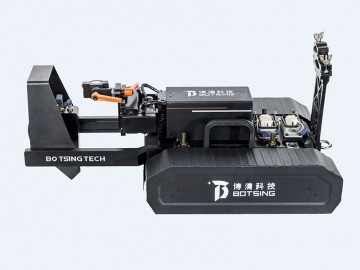
Гусеничный сварочный робот на гусеничном ходу без направляющих с возможностью сварки во всех пространственных положениях представляет собой автоматическую сварочную систему, используемую для сварки во всех пространственных положениях (1G-6G) крупногабаритных строительных конструкций, сосудов под высоким давлением и резервуаров для хранения, используемых в нефтегазовой промышленности, судостроении, строительной индустрии, ядерной промышленности и др. Безрельсовая конструкция обеспечивает гибкое перемещение, а система лазерного слежения за швом обеспечивает высокую степень точности слежения, высокую эффективность сварки и превосходное качество сварки. Кроме того, система автоматического распознавания сварных швов гарантирует высокоточное наведение робота. Все перечисленные выше характеристики делают сварной робот лучшим решением по сравнению с полуавтоматической сваркой и ручной сваркой.
У вас появились вопросы о наших робототизированных сварочных системах?
Свяжитесь с нашими специалистами для получения более детальной информации.
- Гусеница
- Лазерная система слежения за сварочным швом
- Ветрозащитный экран
- Сварочная система с несколькими степенями подвижности (DOF)
- Несущее устройство
- Шагающий механизм с постоянным магнитом
- Сварочный робот характеризуется простотой управления. Любители могут начать эффективно управлять роботами после3-дневного профессионального обучения, что снижает число операторов и расходы на них;
- Отсутствует необходимость настройки направляющих или программ;
- Стабильное и надежное качество сварки;
- Низкочастотная импульсная сварка и программно-интегрированная двухимпульсная сварка, высокая скорость нанесения и высокая степень эффективности сварки;
- Информация и данные о сварочных процедурах хранятся локально у Вас под рукой
- Высокая грузоподъемность, гибкость движений, возможность свободного перемещения и вращения с несколькими степенями пространства на средних и крупных элементах конструкции;
- Возможность преодолевать препятствия;
- Дистанционное управление посредством шкафа управления с камерой наблюдения, установленной на гусеничном ходу;
- Прочная и долговечная конструкция;
- Четыре ультразвуковых датчика с предупреждением о падении;
- Сварочные объекты: резервуары для хранения, сферические резервуары, сосуды, комплектующие применяемые в атомной энергетике, крупногабаритные строительных конструкции
- Тип метала: углеродистая сталь и легированная сталь
- Тип сварной канавки: V,X,U,J
- Положения сварки:1G,2G,3G,4G, 5G,6G
- Толщина метала: 6мм - 100мм
Все компоненты системы установлены на транспортной тележке, включая ползучий сварочный робот, шкаф управления, источник питания, механизм подачи проволоки, блок водяного охлаждения, что обеспечивает удобство эксплуатации и транспортировки.
- Транспортная тележка
- Шкаф управления
- Бесконтактный сварочный робот на гусеничном ходу
- Механизм подачи проволоки
- Блок водяного охлаждения
- Источник тока
- Размеры (ДхШхВ): 1400 мм x 800 мм x 1500 мм
- Тип привода: электрический/ручной
Шкаф управления имеет модульную конструкцию, металлический корпус и панель управления с сенсорным экраном. Высокопроизводительный центральный процессор оснащен многопроцессорной системой, которая обеспечивает высокоскоростную синхронную работу гусеничного механизма и привода. Шкаф управления оснащен сервоконтроллером. Привод и управление каждой осью подключены к ЦП через физический интерфейс. Шкаф управления разработан с множеством интерфейсов для подключения к различным типам промышленного оборудования.
| Размеры (ДхШхВ) | 580мм x 360мм x 630мм |
| Интерфейс | Аналоговый интерфейс: 4 ввода/вывода Цифровой интерфейс: 32 ввода/вывода |
Максимальное расстояние наблюдения составляет 100м. Камера на ванне расплава используется для удаленного наблюдения за процессом сварки открытой дугой. Динамический диапазон составляет 140 дБ, достигается благодаря передовой сенсорной технологии и точной конструкции электрической схемы. Пользователи могут наблюдать за процессом работы сварочной горелки, за сварочной проволокой и всем процессом сварки с помощью камеры, расположенной на расплавленной ванне.
| Датчик изображений | 2/3 дюйма, цветной HDR CMOS |
| Разрешений | 1280(H) х 1024(V) |
| Размер пикселя | 6.8μm х 6.8 μm (8.7мм х 7мм - эффективная площадь) |
| Фильтр | Блокировка УФ и ИК |
| Затвор датчика изображения | Универсальный или локальный |
| Диапазон динамики | 140 дБ |
| Глубина пикселя | 8 бит |
| Время выдержки | 100μs - 100ms |
| Контроль изображения | Скорость затвора контролирует время выдержки |
| Размеры (ДхШхВ) | 85мм х 36.5мм х 38.5мм (без линз) |
| Вес | 200г (без линз) |
| Крепление объектива | Крепление C |
| Потребляемая мощность | 6Вт при 12В |
Источник сварочного тока может быть настроен в соответствии с требованиями заказчика. Стандартная версия представляет собой источник питания цифровой серии, в который интегрировано более 200 программных ячеек. Благодаря этому, сварочный материал, диаметр проволоки и функционирование газовой системы всегда находятся на превосходном уровне.
| Сварочный ток | BQT-I-400A | BQT-I-500A | |
| Входное напряжение 50/60Гц | 400В ( 20%/-20%) | ||
| Входной ток | 25A | 28.5A | |
| Коэффициент мощности при максимальном токе | 0.96 | 0.93 | |
| КПД при максимальном токе | 0.89 | 0.89 | |
| Рабочий цикл при 40℃ | 100% | 420A | 500A |
| 60% | 350A | 450A | |
| Рабочий цикл при 25℃ | 100% | 420A | 500A |
| Диапазон тока (MIG/MAG) | 15A-420A | 15A-500A | |
| Вес | 34KG | 40кг | |
| Размеры (ДхШхВ) | 738мм * 273мм * 521мм | ||
Корпус устройства подачи проволоки изготовлен из высококачественного металла, что обеспечивает высокую степень надежности. Данной устройство подачи проволоки обладает 99 сварочными программами и подходит для различных сварочных работ.
| Модель | DVU W500 |
| Вес | 16кг |
| Размер (ДхШхВ) | 603мм x 262мм x 446мм |
| Количество роликов для подачи проволоки | 4 |
| Диаметр проволоки | 0.6мм - 1.6мм |
| Скорость подачи | 0-25 м/мин |
| Диаметр катушки с проволокой | 300мм |
| Вес | 28.8кг | Максимальная высота пересечения препятствий | 5мм |
| Максимальная нагрузка | 60кг | Максимальная скорость перемещения | 5м/мин |
| Минимальный диаметр криволинейной поверхности | ≥3.2м | Точность отслеживания сварного шва | ±0.5мм |
| Размер (ДхШхВ) | 621мм x 394мм x 267мм | ||
| Гусеничный ход | на гусеничном ходу | Тип движения горелки | линейный, маятниковый, наклонный |
| Диапазон линейного перемещения сварочной горелки | ±25мм | Диапазон вылета | ±25мм |
| Угол движения горелки (маятниковый) | ±30° | Наклонный угол грелки | ±10° |
| Угол наклона горелки | ±30° | Вращение | поворот на 360° |
| Рабочая температура | -10℃~40℃ | Относительная влажность | до 90% |
| Кабель управления | Стандартная длина 10м, доступна другая длина по запросу | ||
На сегодняшний день, сварка крупногабаритных деталей и конструкций осуществляется ручным или полуавтоматическим способом. При ручной сварке требуется много дополнительных затрат. Сварщик проходит длительное обучение для достижения хороших навыков и результатов качественной сварки. Из-за человеческого фактора во время ручной сварки допускаются ошибки, что оказывает непосредственное влияние на время производства, качество сварки и производственные затраты. Ручная сварка зачастую приводит к проблемам со здоровьем сварщиков и безопасностью труда из-за опасной рабочей среды (вспышки, искры, дым, тепло и др.). На полуавтоматическую сварку крупногабаритных элементов большое влияние оказывают направляющие, что значительно ограничивает степень автоматизации рабочих процессов, особенно при криволинейных и неровных швах. По сравнению с полуавтоматической сваркой, бесконтактная роботизированная сварка во всех направлениях является оптимальной альтернативой в крупномасштабных промышленностях, занятых на производстве строительных конструкций. Полностью автоматическая сварка значительно улучшает качество и эффективность сварки.
- Нестабильное качество сварного шва
- Низкая эффективность
- Высокие затраты на рабочую силу
- Пневмокониоз
- Риски сотрудников
- Высокие затраты на управление
- Необходимость использования направляющего трэка
- Не применяется для сварки неровных швов, особенно криволинейных поверхностей