Прессы для горячего и сверхпластичного формования




Формовочные прессы, предназначенные для высокотемпературной штамповки и формования высокопрочных деталей сложной геометрии из титана, магния, алюминия и других современных сплавов.
Технологии горячего формования и суперпластического формования (SPF) широко применяются в аэрокосмической, авиационной, железнодорожной и автомобильной отраслях для производства цельных конструкционных деталей и облегченных критичных компонентов. Наши решения для гидравлических прессов разработаны для соответствия строгим требованиям данных отраслей, особенно для производства материалов, сложно поддающихся традиционным методам формования.
Мы предлагаем специализированное оборудование для формовки из сверхпластика в сочетании с прецизионными штампами предварительной формовки для деталей, требующих создания глубоких полостей и высокой однородности толщины стенок. Благодаря возможности индивидуального управления технологическими процессами и оптимизации условий трения в различных областях, наши решения для формовочных прессов отлично подходят для точного и высококачественного формования различных деталей.
- Reverse Bulge Exhaust Primary Bulge Inflation Vent Hole Reverse Bulge Inflation Pre-Forming Die Sheet Material Final Forming Die
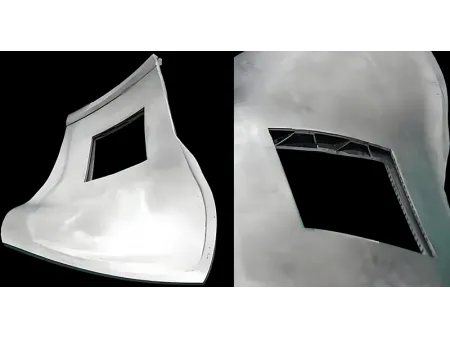
Этот сложный многослойный элемент из титанового сплава изготавливается с использованием комбинированного процесса штамповки, сверхпластичного формования и диффузионного соединения. Наши передовые системы позволяют в один этап изготавливать аэродинамические полые лопасти с превосходной прочностью и геометрией, широко используемые в авиакосмических двигателях.
| Модель | Ед. измерения | ||||||||
| Номинальное усилие пресса | кН | 1000 | 2000 | 3000 | 5000 | 10000 | 15000 | 20000 | |
| Выталкивающая сила волочильного цилиндра | кН | 100 | 100 | 150 | 200 | 630 | 1000 | 1500 | |
| Макс. ход верхней нагревательной плиты | мм | 600 | 800 | 800 | 1000 | 1200 | 1500 | 1200 | |
| Макс. просвет между плитами | мм | 800 | 1000 | 1000 | 1200 | 1400 | 1600 | 1600 | |
| Макс. ход подвижного стола | мм | ——— | 1800 | 1800 | 1800 | 2000 | 2500 | 2500 | |
| Эффективная площадь нагревательной плиты | Спереди-назад | мм | 500 | 800 | 1200 | 1250 | 1800 | 1600 | 2000 |
| Слева-направо | мм | 500 | 800 | 1200 | 1250 | 1400 | 1600 | 2000 | |
| Макс. температура термоформовки | ℃ | 950 | 950 | 950 | 950 | 950 | 950 | 950 | |
| Кол-во зон нагрева с регулируемой температурой | зон | 9 | 9 | 9 | 9 | 9 | 9 | 9 | |
| Температура поверхности после охлаждения | ℃ | 40 | 40 | 40 | 40 | 40 | 40 | 40 | |
| Модель | Ед. измерения | ||||||||
| Номинальное усилие пресса | кН | 1000 | 2000 | 2500 | 3000 | 5000 | 8000 | 10000 | |
| Выталкивающая сила волочильного цилиндра | кН | 100 | 100 | 150 | 200 | 400 | 400 | 600 | |
| Макс. ход верхней нагревательной плиты | мм | 600 | 800 | 800 | 1000 | 1200 | 1200 | 1200 | |
| Макс. просвет между плитами | мм | 800 | 1000 | 1000 | 1200 | 1400 | 1400 | 1500 | |
| Макс. ход подвижного стола | мм | ——— | 1800 | 1800 | 1800 | 2000 | 2500 | 2500 | |
| Эффективная площадь нагревательной плиты | Спереди-назад | мм | 500 | 800 | 1200 | 1250 | 1800 | 1600 | 3000 |
| Слева-направо | мм | 500 | 800 | 1200 | 1250 | 1400 | 1600 | 1600 | |
| Макс. температура термоформовки | ℃ | 950 | 950 | 950 | 950 | 950 | 950 | 950 | |
| Макс. температура сверхпластичного формования | ℃ | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | |
| Кол-во зон нагрева с регулируемой температурой | Zones | 9 | 9 | 9 | 9 | 9 | 9 | 12 | |
Горячее формование – это высокотемпературный процесс обработки металлов под высоким давлением, использующий термическую пластичность материалов для создания сложных компонентов.
Особенно подходит для титановых, магниевых, жаропрочных сплавов и других высокопрочных металлов, трудно поддающихся формованию при комнатной температуре.
В процессе горячего формования и оснастка, и заготовка нагреваются (часто до 950°C), что позволяет осуществлять контролируемую деформацию с улучшенной пластичностью и удлинением.
В некоторых случаях полуфабрикаты подвергаются повторному горячему формованию для улучшения механических свойств и точности размеров.
Данная технология критически важна для создания облегченных высокопрочных компонентов в отраслях с жесткими требованиями к конструкционной надежности.
Сверхпластическая формовка – это высокоточный производственный процесс, используемый для создания сложных деталей из высокопрочных сплавов за один этап, используя сверхпластические свойства материала при повышенных температурах.
Широко применяемым методом является TSPF (двухлистовое суперпластическое формование), сочетающее экстремальный нагрев с инертным газом (аргон) и интеграцию с диффузионной сваркой (SPF/DB) для улучшения структурной целостности.
В этом процессе нагретая заготовка закрепляется между матрицей и формующей плитой. Аргон подается в камеру, равномерно прижимая материал к матрице. Типичные температуры формования составляют 700-1000°C в зависимости от материала.
Из-за жестких термических требований SPF материалы пресс-формы должны обладать высокой жаропрочностью, термической стабильностью, низким тепловым расширением и технологичной конструкцией.
Данный процесс идеален для аэрокосмической отрасли и других областей, где требуются легкие детали сложной формы без потери прочности, предоставляя операторам беспрецедентный контроль над созданием более сложных деталей, чем при стандартном горячем формовании.
Комплексные решения для формовочного оборудования и производственных линий