Линия для производства тонкостенных профилей







Характеристики и преимущества
1. Оптимизированная конструкция, высокая производительность, простота в эксплуатации и обслуживании.
2. Подземный/надземный накопитель, дыропробивной узел непрерывного действия и высокоэффективное отрезное устройство позволяют обеспечить высочайшую скорость производства.
3. Два возможных режима регулировки размеров получаемых профилей:
a) Автоматическая регулировка при помощи ПЛК
б) Ручная регулировка при помощи установочных шайб
4. Три способа переключения между режимами производства С-образного и Z-образного профиля:
a) Автоматическое переключение при помощи ПЛК
б) Быстрая замена прокатных валков на платформе кассетного типа
в) Ручная замена прокатных валков
5. Производительность профилегибочной линии в максимальной комплектации может достигать 30 м/мин.
6. Возможность высокоскоростного производства металлических профилей различных форм поперечного сечения (C, U, Z, M) в автоматическом режиме.
7. Запатентованная конструкция, маркировка CE, соответствие европейским стандартам качества.
8. Профилегибочное оборудование для производства стандартных видов профилей всегда доступно в наличии и может быть незамедлительно отправлено заказчику.
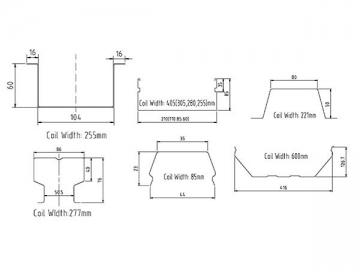
Чертёжи наиболее распространённых типов металлических профилей
-
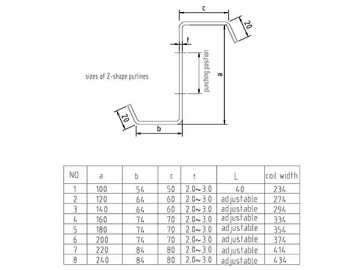
Зетовый профиль
-
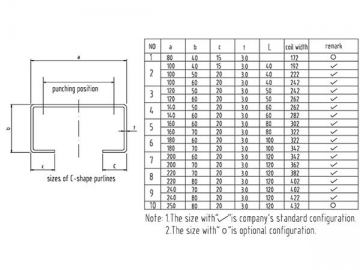
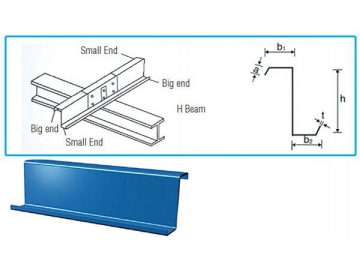
C-образный профиль
-
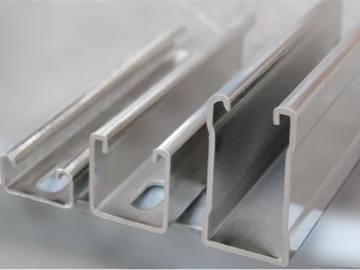
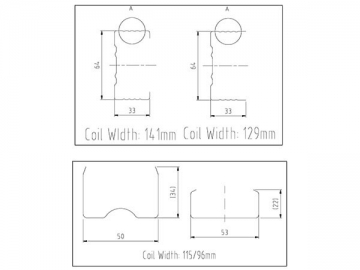
Типы C-образных профилей
-
C-образный профиль
-
Образцы C-образного профиля
-
Образец зетового профиля
Комплектация производственной линии
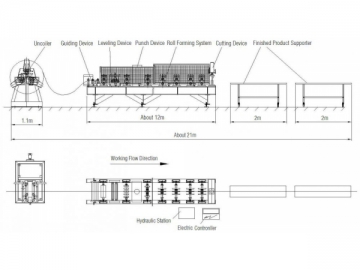
Разматыватель → система подачи листа → система выравнивания листа → принтер для нанесения логотипов → дыропробивной узел (при необходимости) → подземный/надземный накопитель (опционально) → профилегибочная машина → отрезной узел → приёмный рольганг / автоматический штабелёр (опционально)
Схема оборудования
-
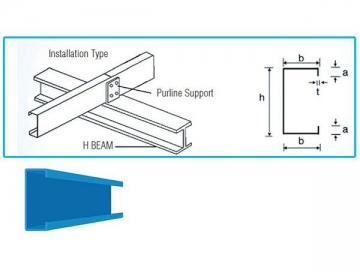
Монтаж зетового профиля
-
Монтаж С-образного профиля
Применение готовых изделий
Отличаясь высокой механической прочностью, лёгкостью, умеренной стоимостью и удобством в монтаже, металлические профили применяются для возведения металлоконструкций, а также для других целей строительства.
Требования к сырью
Тип сырья: горячекатаная/холоднокатаная сталь, оцинкованная листовая сталь
Толщина листа: 0.5-1.0 мм/1.0-2.0 мм
Предел текучести материала: 230-300 МПа (опционально)
Ширина листа: в зависимости от размеров профиля
Компоненты линии профилирования металла и их параметры
1. Комбинированная система размотки рулона и выравнивания листа: 3 т/5 т
2. Система подачи листа с сервоприводом
3. Дыропробивной узел
4. Направляющее устройство
5. Профилегибочная машина: 20-30 м/мин
6. Защитная решетка: опционально
7. Отрезное устройство (электрический привод/гидравлический привод)
8. Приёмный механизм: выходной рольганг/ автоматический штабелёр (опционально)
Автоматический штабелёр : продольный/поперечный (опционально)
9. Гидравлическая система: привод дыропробивного узла/привод отрезного устройства
10. Электрическая система управления: MITSUBISHI/SIEMENS/AMS (опционально или под заказ)
Основные параметры
Состояние оборудования: новое, качество класса "А"
Форма готового изделия: по требованию заказчика
Необходимое количество операторов: 1-2 человека
Питание: 220В/380В/415В/460В, 50/60 Гц, 3 фазы (по требованию заказчика)
Масса оборудования: около 15 т
Габариты (Д*Ш*В): приблиз. 25*3*2 м
Транспортировка: один 40-футовый контейнер ( один 20-футовый контейнер)
Цвет исполнения: синий/белый (или по требованию заказчика)
Место производства: Чжэцзян, КНР
Упаковка: стандартная экспортная упаковка
















")


 строительных лесов")









