Вилки с фланцем




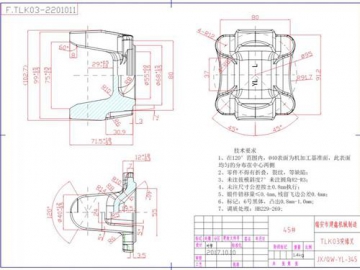
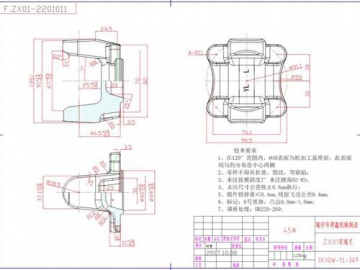





Применение: для соединения трансмиссии и ведущей оси
Материал: углеродистая сталь SAE1035, SAE1045, CM490
Точность: ±0.01мм
Чертежи продукцииТехнологический процесс
1. Наш дизайнерский отдел отвечает за постоянное развитие и усовершенствование нашей продукции, что бы она отвечала всем запросам наших клиентов.
2. Процесс подготовки пресс-формы: дизайн в CAD, моделирование CAM, UG, SOLIDWORKS, ЧПУ обработка.
Мы производим наши пресс-формы из штампованной стали, прекрасно подходящей для штамповки за счёт хороших показателей по усталостной прочности и надёжности получаемой продукции.
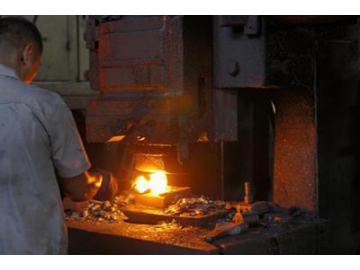
3. После серии процедур, включающих в себя прокаливание, ковку в открытых штампах, предварительное прессование, обработку мы получаем полу готовую заготовку. Далее следует финальная тепловая обработка и машинная обработка.
Ковка в открытых штампах
Процесс заключается в достижении базовой геометрической формы поковки за счёт использования фрикционных прессов и исправлении внутренней формы механической обработкой
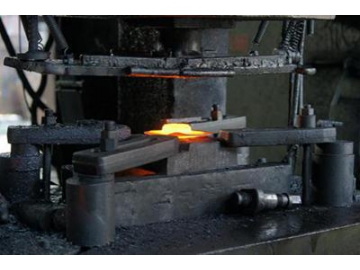
Листоштамповочная ковка
Штамповка из листового метала до получения базовой формы продукта
Штанцевание
Обработка неровностей заготовки
Шлифование
Данный этап производства необходим, что бы во время последующей проверки штангенциркулем, все детали чётко соответствовали необходимым размерам с точностью 0.02мм. Данный этап производства включает в себя обязательное использование таких аппаратов как: КИМ, штангенциркуль с нониусом, внешний микрометр и прочие.


")


")
")





")













