Линия профилирования ободьев (Профилегибочный станок)




Запрос цены
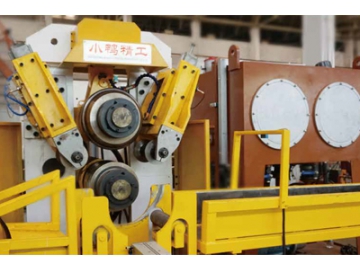
Вальцовочный станок (линия профилирования ободьев, профилегибочный станок) обрабатывает обод колеса. Зачастую профилировка обода состоит из трех процессов. Каждый процесс выполняется на отдельном вальцовочном станке, включающую в себя основную машину, гидравлическую систему, систему управления ПЛК, устройство загрузки и выгрузки, и систему смазки.
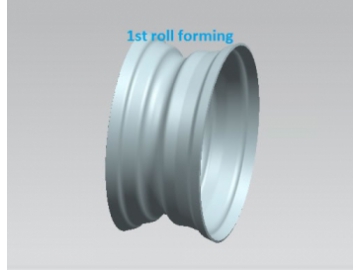
Технологическая схема- Первая профилировка листового металла на роликовой листогибочной машине
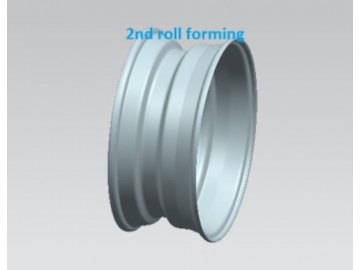
- Вторая профилировка листового металла на роликовой листогибочной машине
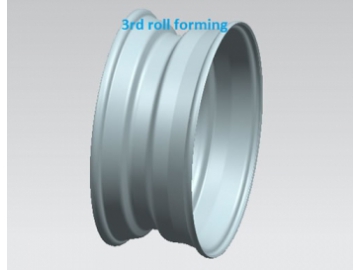
- Третья профилировка листового металла на роликовой листогибочной машине
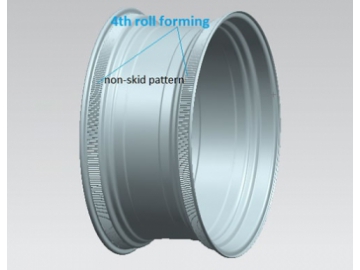
- Четвертая профилировка для создания рисунка, предохраняющего от скольжения
- Быстрая смена матрицы в течение 30 минут благодаря разборной конструкции.
- Линии про производству колесных дисков маленького и большого размеров используют 3 вальцовочных станка для выполнения процесса профилирования благодаря автоматическим механизмам загрузки и разгрузки.
- Экономия времени и увеличение производительности благодаря одновременной загрузке и выгрузке при помощи 3 процессов и 4 рабочих позиций.
- Ручное и автоматическое управление главной машиной осуществляется благодаря раздельной конструкции устройства загрузки и выгрузки.
- Профилегибочные штампы могут быть симметричны или асимметричны в соответствии с требованиями к обработке.
- Гидравлический привод обеспечивает работу верхнего и нижнего шпинделя. Автоматическая регулировка скорости верхнего и нижнего валков в процессе работы.
- Обеспечение равномерной нагрузки на поверхность и гарантия высокой точности обработки благодаря регулировки угла наклона и осевого направления шпинделя.
- Возможность регулировки расстояния между верхним и нижним шпинделями, и скорости подачи.
- Возможность регулировки длины хода бокового направляющего ролика.
| № | Наименование | Данные | |||
| 1 | Модель | GX-23/300 | GX-45/600 | GX-48/800 | |
| 2 | Усилие профилирования | 230 кН | 400 кН | 500 кН | |
| 3 | Мощность мотора гидравлической системы | 62,5 кВт | 82,5 кВт | 165 кВт | |
| 4 | Длина матрицы на шпинделе | 350мм | 670мм | 900мм | |
| 5 | Скорость вращения шпинделя | 220 об / мин | 220 об / мин | 220 об / мин | |
| 6 | Материал и размер шпинделя | 40Cr, 140 мм | 40Cr, 200 мм | 40Cr, 220 мм | |
| 7 | Расстояние между верхним и нижним шпинделем | 240~380мм | 340~480 | 380~520 | |
| 8 | Ход нижнего шпинделя | 140мм | 140мм | 140мм | |
| 9 | Скорость подачи нижнего шпинделя | 2 ~ 10 мм / с | 2 ~ 10 мм / с | 2 ~ 10 мм / с | |
| 10 | Регулируемый угол наклона нижнего шпинделя | -0.35 ° ~0.17 ° | ±0.35° | ±0.35° | |
| 11 | Боковой направляющий ролик (линейный) | Ход | 100мм | 140мм | 160мм |
| Регулировка | 50мм | 50мм | 50мм | ||
| 12 | Максимальный диаметр направляющего валика | 200мм | 220мм | 240мм | |
| 13 | Номинальное входное напряжение | 380В | 380В | 380В | |
| 14 | Номинальная входная мощность | 62,5 кВт | 82,5 кВт | 165 кВт | |
| 15 | Поперечное сечение сетевого шнура (медь) | Одножильный, 70м2 (3 2) | Одножильный, 90 м2 (3 2) | Одножильный, 180 м2 (3 2) | |
| 16 | Расход воды на гидравлической системы | 2000 л / ч | 3000 л / ч | 4000 л / ч | |
Схожая продукция
")

")

Обратная связь
Другие продукты




Новинки
")



Подробнее
")
")




Другие продукты




видео





