Линия для производства кабеля среднего и высокого напряжения




Линия непрерывной вулканизации для производства кабеля, тройная экструзия
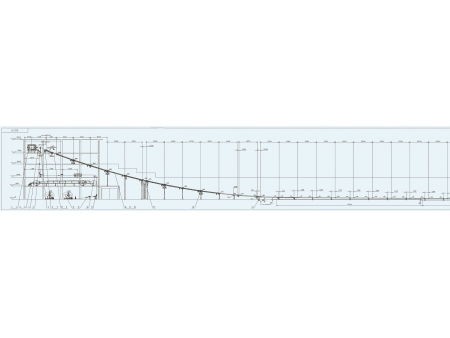
Экструзионная линия Baicheng 110 кВт представляет собой линию непрерывной вулканизации (линия CCV) для производства высококачественных силовых кабелей с изоляцией из сшитого полиэтилена напряжением до 110 кВт. Данная линия по производству кабеля выполняет процесс тройной экструзии внутреннего полупроводникового слоя, изоляционного слоя и внешнего полупроводникового слоя за один проход. Наша линия для тройной экструзии кабеля 110 кВт в основном состоит из экструдеров, траверсы, разгрузочной платформы, аккумулятора, шпиля, приемной платформы и т.д.
С использованием этой линии силовые кабели с изоляцией из сшитого полиэтилена могут быть изготовлены в различных размерах, диаметрах, длине, толщине слоя и другими техническими характеристиками. Наши кабели подходят для различных областей применений, включая прямую прокладку в земле, прокладку в подземных каналах, погружение под воду, а также работу над системами воздушной передачи.
- Процесс тройной экструзии для кабелей с изоляцией из сшитого полиэтилена напряжением до 110 кВт;
- Возможность производства силовых кабелей, используемых для различных применений;
- Компьютерное управление, сенсорный экран, программное обеспечение Siemens Portal и интерфейс HMI с высоким разрешением;
- Тройная траверса обеспечивает удобство и простоту центровки;
- Доступны разработанные по индивидуальному заказу версии, которые отличаются от стандартной версии в регулировке скорости за счет контроля температуры трубки CV;
| Класс напряжения | XLPE: 10-110 кВт | ||
| Размер проводника | Cu: 25-1000 мм2 Al: 35-1000 мм2 | ||
| Макс. вес кабеля | 14.5 кг/м | ||
| Макс. диаметр кабеля | 80 мм | ||
| Конструкция кабеля | Экран по жиле (внутренний полупроводниковый слой) 0.5-2 мм | Изоляция 3.4-15 мм | Экран по изоляции (внешний полупроводниковый слой) 0.5-2 мм |
| Скорость линии | 0-30 м/мин | ||
| Исполнение линии | Половина цепи | ||
| Длина сшивающего участка | Примерно 54 м/9 секций (9 труб) | ||
| Длина секции предварительного охлаждения | 12 м/2 секции (2 трубы) | ||
| Длина секции охлаждения | 84 м/14 секций (14 труб) | ||
| Расположение экструдеров | Экструдер для экрана проводника, Φ80 Экструдер для сшитого полиэтилена (XIPE), Φ175 Экструдер для экрана изоляции, Φ100 | ||
| Электричество | Установочная мощность 1000 кВА | 380 В ± 10% 60 Гц ± 1% | 3 фазы 4 провода |
| Вода | Давление воды 0.2-0.6MPa | Потребление воды 15 м3/ч (циркуляция воды из резервуара) | |
| Сжатый воздух | 0.6-0.8 МПа | Потребление воздуха 0.8 м3/мин | |
| Азот | Давление 2.0-2.5 МПа | Чистота 99.5% | Потребление 0.8-1 м3/ч |
| Резервуар для хранения азота | Более 6 м3×2 | ||
Экструдер и крейцкопфа
Линии тройной экструзии имеют три экструдера, подключенных к одной общей трехслойной траверсе, для одновременной экструзии слоя экрана проводника, слоя изоляции и слоя изоляционного экрана.Система управления
- Высокая устойчивость к помехам, минимальное колебание кабеля в трубе, обеспечение стабильной работы и простота обслуживания;
- Система управления размещена в средней части зоны нагрева, она может защитить кабели от соприкосновения со стенкой трубы в процессе нагрева;
- При поступлении в орган управления сигнала о положении кабеля скорость вращения нижнего шпиля (натяжения) будет отрегулирована соответственно;
Разгрузочный стенд
Аккумулятор
Шпиль
Аккумулятор и верхняя вспомогательная гусеница
- Аккумулятор
- Торцевое уплотнение
- Экструдер
- Нижний шпиль
- Разгрузочный стенд
- Верхний шпиль