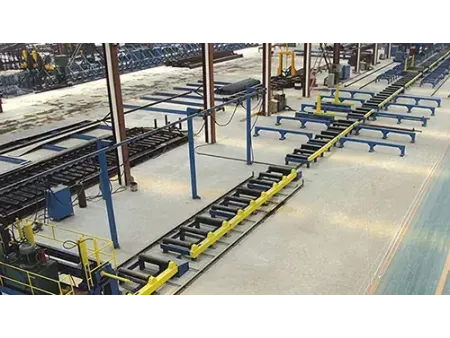
Линия для сварки балки коробчатого сечения



Запрос цены
Линии производства коробчатых балок охватывают полный цикл: от загрузки заготовок и сборки до прихватки, электрошлаковой сварки, двухдуговой сварки под флюсом расщепленной проволокой (двумя проволоками) и торцефрезерования. Объединение всех этапов в единый комплекс обеспечивает плавное перемещение заготовки между операциями. Годовой объем производства на таких линиях превышает 12 000 тонн даже при работе в одну смену.
Технические характеристики
- Макс. сечение заготовки: 1200 × 1200 мм
- Мин. сечение заготовки: 300 × 300 мм
- Длина заготовки: 4000 - 15 000 мм
- Толщина листа: 20 - 60 мм
- Масса заготовки: до 20 т
Технологический процесс
- Заготовка листов в размер коробчатой колонны
- Разметка, снятие фасок и вырезка отверстий под электрошлаковую сварку (ЭШС)
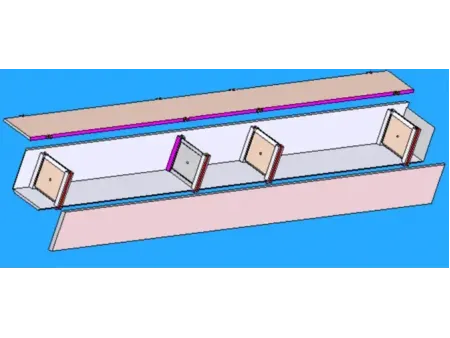
- Сборка диафрагм жесткости
- Сборка полок с диафрагмами
- Сборка U-образного профиля
- Кантование на 90° и приварка диафрагм
- Кантование на 90° и приварка диафрагм с противоположной стороны
- Сборка замкнутого коробчатого сечения
- Перемещение на участок ЭШС, кантование и выполнение электрошлаковой сварки
- Кантование, контроль качества и удаление выводных планок
- Кантование на 90° и подварка дефектов корня шва
- Выполнение корневого шва в среде защитных газов
- Кантование и выполнение корневого шва в среде защитных газов с противоположной стороны
- Двухдуговая сварка под флюсом расщепленной проволокой
- Кантование на 180° и подварка дефектов основного шва
- Двухдуговая сварка основного шва расщепленной проволокой
- Грунтование
- Контрольная сборка и пригонка
- Дробеструйная очистка
- Финишная покраска
Конфигурация линии для сварки балки коробчатого сечения
-
- Количество: 1 шт.
- Размер заготовки: 300 - 1200 мм
- Макс. толщина диафрагмы: 80 мм
- Мощность двигателя наклона: 0,75 кВт
- Частота вращения при наклоне: 1 об/мин
- Грузоподъемность стола: 1500 кг
- Высота оси вращения: 1000 мм
- Угол поворота стола: ±180°
Установка для сборки диафрагм коробчатых колонн GZ12 -
- Размер заготовки: 300 - 1200 мм
- Длина заготовки: 4000 - 15 000 мм
- Макс. грузоподъемность: 20 т
- Скорость перемещения портала: 6 м/мин
- Давление в гидросистеме: 14 МПа
- Макс. усилие прижима (боковые цилиндры): 15 т
- Макс. усилие прижима (верхний цилиндр): 30 т
- Макс. ход (боковые цилиндры): 800 мм
- Макс. ход (верхние цилиндры): 900 мм
- Вертикальный ход боковых прижимных головок: 1000 мм
- Мощность двигателя перемещения портала: 1,1 кВт × 2
- Мощность двигателя гидронасоса: 11 кВт
- Мощность двигателя роликового конвейера: 2,2 кВт
- Скорость транспортировки рольганга: 9,3 м/мин
Стан для сборки коробчатых балок UBZ12 -
- Количество: 6 комплектов (по 2 ед.)
- Макс. грузоподъемность: 20 т
- Сечение заготовки: 300 × 300 - 1200 × 1200 мм
- Длина заготовки: 4000 - 15 000 мм
- Мощность двигателя перемещения: 2,2 кВт
- Скорость перемещения: 5 м/мин
- Макс. давление в гидросистеме: 20 МПа
- Ширина колеи (по центрам рельсов): 740 мм (интервал определяется длиной заготовки или требованиями технологии)
Мобильный гидравлический кантователь на 180° YF1220 (G) -
- Количество: 2 установки (на общем рельсовом пути)
- Скорость перемещения тележки: 6 м/мин
- Общая установленная мощность: 1,5 кВт
- Сечение заготовки: 300 × 300 - 1200 × 1200 мм
- Длина заготовки: 4000 - 15 000 мм
- Длина рельсового пути: 18 м
- Ширина колеи: 1500 мм
Установка для электрошлаковой сварки XSD12 -
- Количество: 4 установки (2 для корневого шва, 2 для заполняющих слоев)
- Размер заготовки: 300 - 1200 мм
- Длина заготовки: 4000 - 15 000 мм
- Длина рельсового пути: 18 м
- Скорость сварки: 0,24 - 2,4 м/мин (зависит от катета шва, диаметра проволоки и технологии)
- Скорость холостого хода: 3 м/мин
- Общая мощность: 2,6 кВт
- Номинальная мощность сварочного источника: 25 кВА × 4
- Давление защитного газа: 0,4 - 0,8 МПа
Сварочный автомат консольного типа XQ12 -
- Размер заготовки: 300 - 1200 мм
- Длина заготовки: 4000 - 15 000 мм
- Длина рельсового пути: 18 м
- Скорость сварки: 0,24 - 2,4 м/мин (зависит от катета шва, диаметра проволоки и технологии)
- Скорость холостого хода: 3 м/мин
- Ширина колеи: 1400 мм
- Общая мощность: 2,6 кВт
- Мощность системы рециркуляции флюса: 3 кВт × 2
- Давление сжатого воздуха: 0,4 - 0,6 МПа
- Емкость бункера для флюса: 50 кг × 2
- Диаметр сварочной проволоки: 4 - 5 мм
Сварочный автомат консольного типа для сварки под флюсом LHF12 -
- Макс. сечение заготовки (В × Ш): 1500 × 2000 мм
- Диаметр круглой трубы: 1500 мм
- Скорость горизонтальной подачи (ось X): 50 - 500 мм/мин (зависит от инструмента и глубины фрезерования)
- Скорость вертикальной подачи (ось Y): 50 - 500 мм/мин (зависит от инструмента и глубины фрезерования)
- Мощность двигателя горизонтальной подачи: 2,4 кВт (1500 об/мин)
- Мощность двигателя вертикальной подачи: 1,5 кВт (1500 об/мин)
- Модель фрезерной головки: 1TX32
- Мощность двигателя шпинделя: 5,5 кВт
- Частота вращения шпинделя: 125 - 630 об/мин (ступенчатая регулировка)
- Ход шпинделя: 80 мм
- Угол поворота фрезерной головки: 0 - 45° (ручная настройка)
- Система ЧПУ: GSK980Mdi
- Диаметр фрезы: 125 - 320 мм (в комплекте торцевая фреза ⌀125 мм)
- Электропитание: 3 фазы, 380 В, 50 Гц
Торцефрезерный станок с ЧПУ DX1520 -
- Количество: 1 комплект (4 установки)
Торцефрезерный станок для коробчатых балок -
- Грузоподъемность: 20 т/комплект
- Ход подъема: 80 мм
- Давление в гидросистеме: 16 МПа
- Мощность двигателя перемещения: 1,5 кВт
- Скорость перемещения: ~5 м/мин
- Ширина колеи (по центрам рельсов): 700 мм
- Мощность насосной станции: 15 кВт
Гидравлическое перегрузочное устройство YGJ20 -
- Количество: 1 комплект
- Общая длина: ~167 м (включая рольганги участков сборки и сварки)
Роликовый конвейер (рольганг)
Особенности
- Проверенное техническое решение: на заводы металлоконструкций поставлено более 60 линий производства коробчатых колонн. Это подтверждает надежность и стабильность оборудования в реальных условиях эксплуатации.
- Продуманная логистика и компоновка: технологический поток включает все вспомогательные операции. Приварка диафрагм, выполнение корневого шва, удаление выводных планок после ЭШС и контроль качества выполняются непосредственно на линии. Мостовой кран задействован только при загрузке заготовок и выгрузке готовой колонны.
- Собственные сварочные технологии: технологические режимы разработаны в специализированной сварочной лаборатории. На основе испытаний двухдуговой сварки под флюсом расщепленной проволокой и электрошлаковой сварки с плавящимся мундштуком заказчикам предоставляются готовые технологические карты и точные параметры режимов.
- Качественная подготовка под ЭШС: отверстия под электрошлаковую сварку вырезаются до сборки балки, а не высверливаются на последующих этапах. Это исключает появление дефектов шва, вызванных остатками смазочно-охлаждающей жидкости (СОЖ).
- Мобильные гидравлические кантователи 180°: устройства оснащены электроприводом перемещения, что позволяет кантовать балку в любой точке линии. Возможность поворота П-образного профиля на 90° в обе стороны позволяет сваривать диафрагмы в удобном нижнем положении («в лодочку») и полностью исключает потолочную сварку.
- Высокоэффективная консольная сварка: сварочные автоматы для двухдуговой сварки расщепленной проволокой оснащены комбинированной механической и пневматической системой слежения за швом. Это гарантирует стабильное качество наплавленного металла и устраняет ограничения по позиционированию, свойственные чисто пневматическим системам.
- Запатентованная установка сборки диафрагм: собственная запатентованная разработка, обеспечивающая точное позиционирование и удобство настройки при сборке внутренних элементов жесткости.